
第一代
用于污泥和粪肥的消化,生活污水的处理
普通厌氧接触工艺厌氧消化器
第二代
以提高微生物浓度和停留时间,强化传质作用,缩短液体停留时间为基础。实现SRT和HRT相分离,提高反应器内污泥浓度
厌氧滤器(AF)厌氧流化床(AFB)上流式厌氧污泥床(UASB)
第三代
解决污泥流失问题
厌氧膨胀颗粒污泥床(EGSB)内循环式厌氧反应器(IC)厌氧上流污泥床过滤器(UBF)厌氧折返式反应器(ABR)厌氧序批式间歇反应器(ASBR)
• 有机负荷居第二代反应器前列
• 污泥颗粒化使反应器对不利条件抵抗性增强
• 简化工艺,节约投资与运行费用
• 提高容积利用率,避免堵塞问题
• 内部泥水混合较差不利于微生物和有机物之间的传质
• 当液相和气相上升流速较高时会出现污泥流失,导致运行不稳定,水力负荷和反应器有机负荷无法进一步提高
• 内循环结构,利用沼气膨胀做功,无须外加能源,实现内循环污泥回流
• 实现了“高负荷与污泥流失相分离”
• 引入分级处理,并赋予其新的功能
• 抗冲击负荷能力强
• 基建投资省,占地面积少,节能
• 进水需预处理
• 结构复杂,维护困难
• 出水需后处理
上升流速
该工艺的上升流速取决于进水速度与产气率,产气率高则侧方面意味着COD转换为CH4与CO2高,处理效率高。
该工艺的上升流速取决于进水速度、产气率与回流比三者之和。
由于IC厌氧罐径高比较高,所以整体上,厌氧的进水速度比UASB快,所以,上升流速快,使整个厌氧系统中传质速度快,若单一提升UASB的进水速度,将导致污泥大量流失,无法达到预期效果。
布水方式
UASB一般采用矩形池体结构,所以采用点状或者枝状布水,优点是针对矩形水池布水均匀,缺点是随着后期运行,存在堵塞而导致局部污泥淤积死化无法继续反应。
采用旋流式布水方式,通过进水设置高速喷射口与内置布水器行程旋流进行内部搅动,结合上升流速,对厌氧污泥行程向上与向心两个方向的力,若条件合适,更有利于形成颗粒污泥,对厌氧效率增加。
对于一般水质悬浮物较少杂质较少的污水,点状与枝状布水更为均匀且不易堵塞,若水质较差、存在污泥则旋流式较好。
气液分离器
一般是小的圆柱体罐子,起到气封与隔离的作用。
除了传统意义的气封与隔离作用,还充当液体回流的端口。
气液分离器起到气液分离器作用,一般针对工艺设备的要求进行配套,工艺之间无明显差异性。
三相分离器
一套三相分离器
两套三相分离器,相当于2个UASB串联方式进行,但是主要处理效率集中在下端。
仅仅是排气方式与分布的区别
回流方式
一般无回流方式
中心回流及外回流
回流一方面有助于调节进水水质,一方面有助于再次处理及增加上升流速,提高传质效果。


应用于高浓有机废水处理
高效降解难生化有机废水
低流速进水颗粒膨胀床
高效防堵塞布水装置
集成多项专利的核心科技产品
针对高浓工业废水部分废水可生化性低的情况,我司自主研发了超声波芬顿反应装置与超声波微电解装置。
集成式设备,占地面积小
微波搅拌,接触面积大,反应充分
通过传感器监控反应,自动化程度高
预制模块化生产,造价低
防淤积底座,有效避免淤堵
• 无需加药,节约药剂成本;
• 污泥减量,减毒,利于资源化和进一步处理;
• 无药剂配水,节约用水和此部分水产生的设备投资费用和运行成本;
• 出水水质好,有利于直排或后续处理;
• 自动化程度高,维护简单,维护及人工成本低;
• 密闭运行,占地小,环境卫生;
• 流程短,故障少;
• 定制化设备,一体化分散式处理模式,便捷高效;
• 餐厨油污处理;
• 食品、饮料、发酵等油泥处理;
• 垃圾渗滤液油泥处理;
• 石化行业油泥分离处理;
针对企业各类废水进行“分类处理,分质利用”,清水就地回用,用于补水、降尘或绿化用水,少部分浓水进入三效蒸发器,实现污水趋零排放,实现单位产品的用水水量降低。
(1)结构简单,施工便捷
(2)运行工艺稳定
(3)操作方便,可远程监控操作

(1)成套模块化设备
(2)智能化运行;
(3)智能自清洗系统

(1)成套模块化设备
(2)循环回水率≥85%;
(3)智能化运行;
(4)智能自清洗系统

(1)智能加药运行
(2)运行稳定,节约药剂耗材;
(3)智能化运行;
(4)在线自清洗系统
定制化产品
施工便捷,施工周期短
降噪除臭,美化环境
多系统复合菌群,核心专利
多功能监测系统智能运行


扫码关注官方抖音

扫码关注公众号



 酿造业废水处理工程
酿造业废水处理工程  医药化工及高浓废水处理工程
医药化工及高浓废水处理工程  中水回用及零排放处理工程
中水回用及零排放处理工程  生产制造业废水处理工程
生产制造业废水处理工程  食品加工业废水处理工程
食品加工业废水处理工程  医疗废水处理工程
医疗废水处理工程 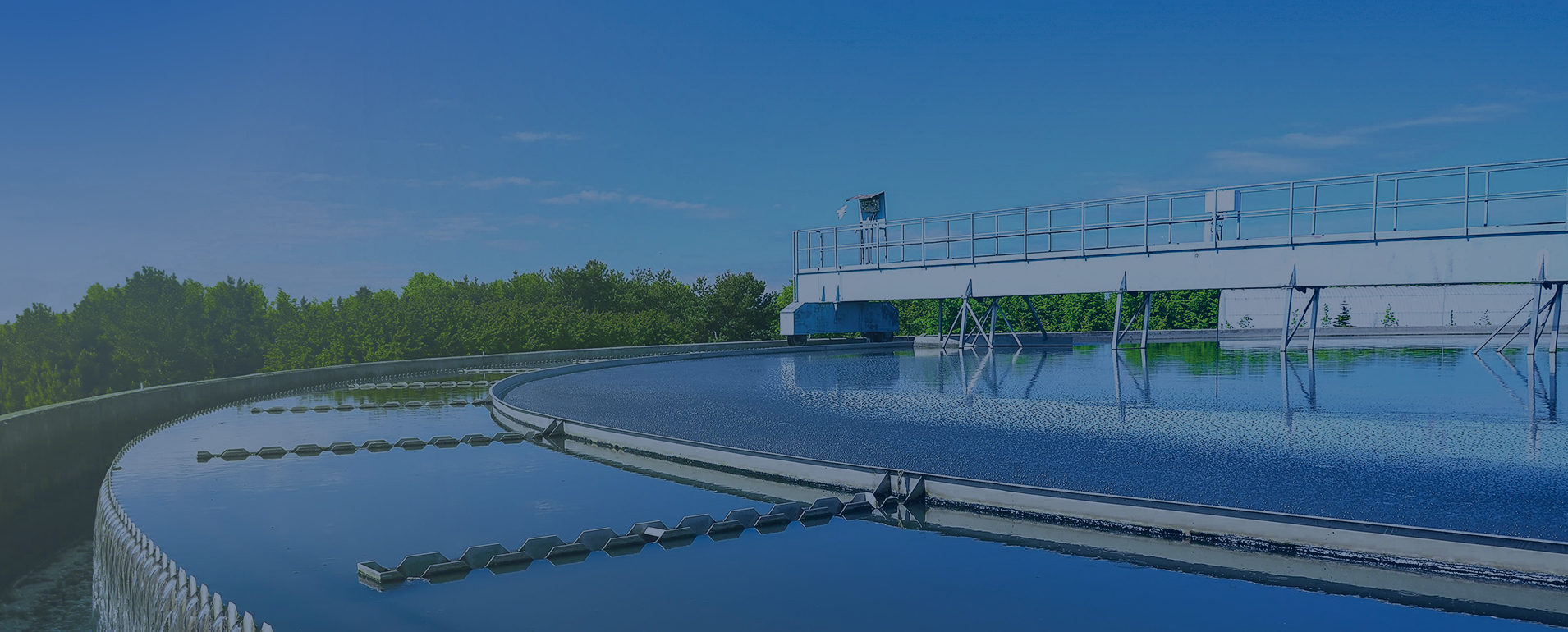 生活污水处理工程
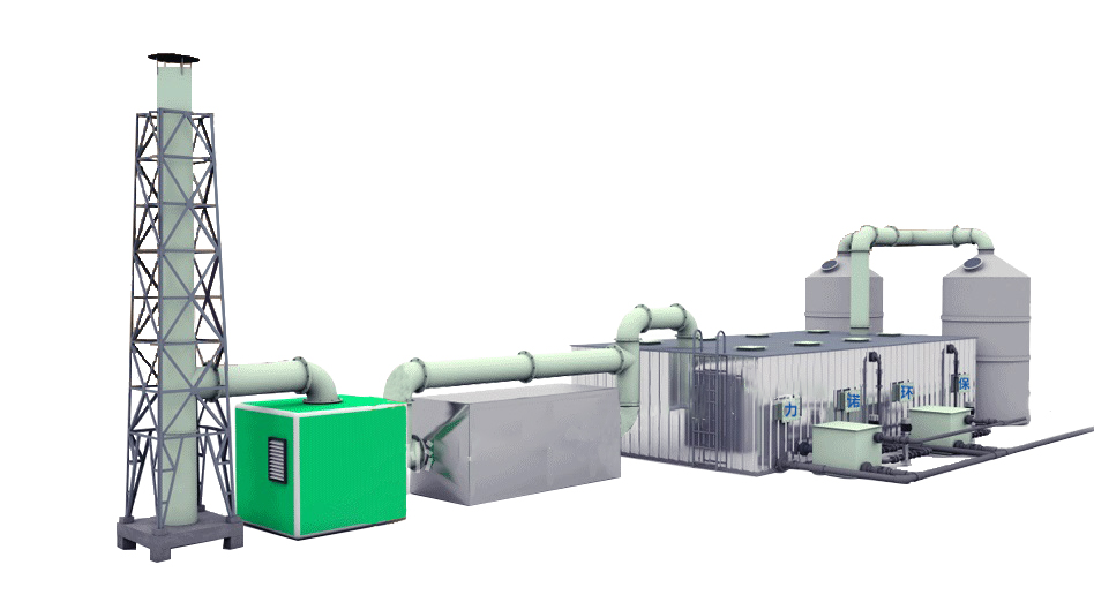
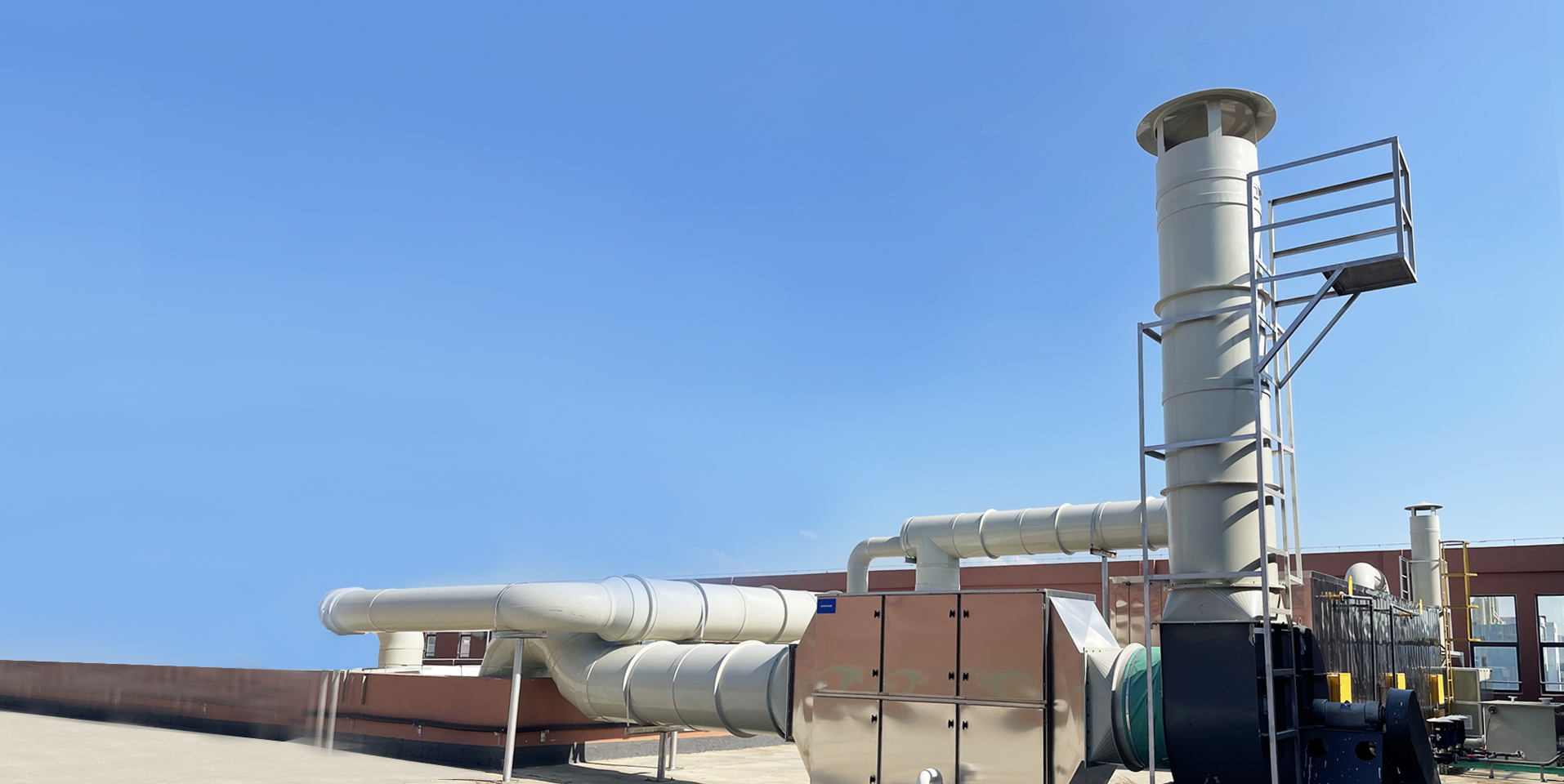
生活污水处理工程  工业废气治理工程
工业废气治理工程 